





碳纤维复合材料成型工艺简介
手糊成型工艺
自动铺贴工艺
适用于厚度变化均匀的平板或形状简单的构件,生产效率高、铺放成本低,同时自动切割,铺层裁剪废料减少,且不需要真空压实。自动铺贴也可以对带形状的曲面进行铺放,其铺层厚度控制精确,空隙含量低,小于1%,纤维角度也不受限制。但成本过高,主要应用于大批量工业复合材料零件的制作(如机翼)。
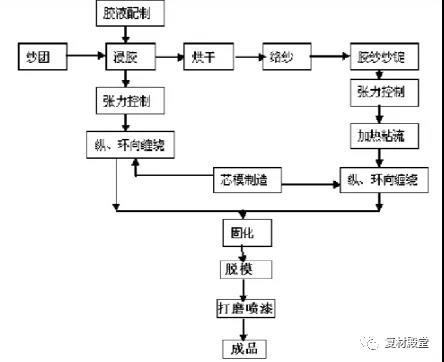
缠绕成型
将预浸丝或预浸带按预定方式缠绕在芯模上,然后固化脱模成为复合材料制品。
1、适用于旋转体(圆柱形壳体和密闭容器);
2、生产自动化、效率高、成本低;
3、纤维体积含量高;
4、材料利用率高,无废料;
5、大直径零件的树脂含量难以控制;
6、形状受限制,对变曲面零件,难以保持纤维缠绕角度。
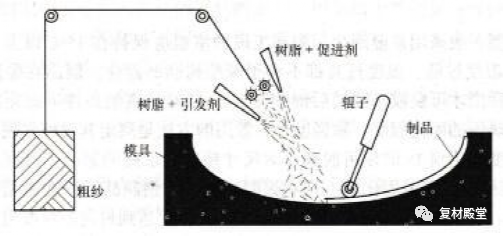
喷射成型
优点:
缺点:
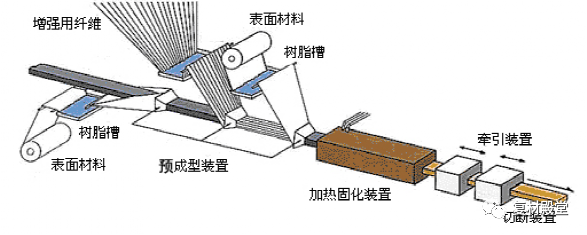
拉挤成型
优点:
缺点:
热压罐成型
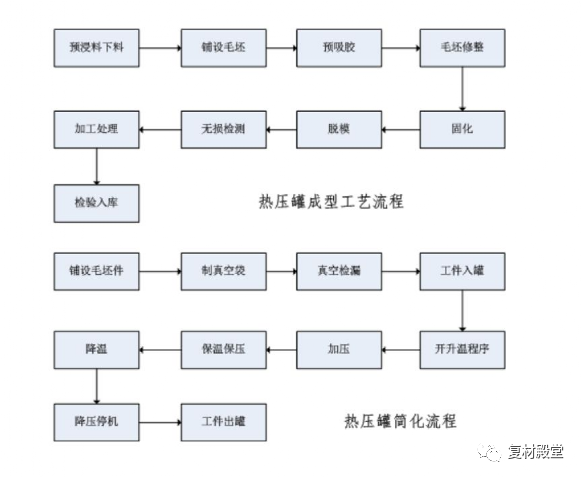
优点:
缺点:
RTM成型
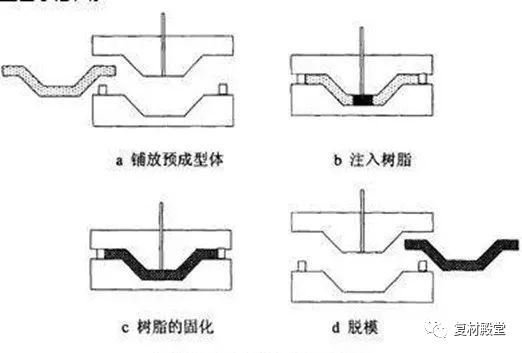
优点:
缺点:
1、闭合模具密封要求高,初始费用高;
2、空隙含量较高,树脂注入前需加热;
3、预成形体难以准确置入模具并保持在恰当的位置。
RFI成型
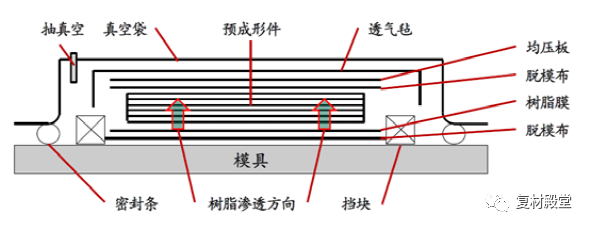
固态或半固态树固脂膜置于干态纤维体下,树脂从底部向上渗透,浸润纤维及排气,在浸透状态完成固化。
优点:
1、模具较RTM模具简单;
2、树脂沿厚度方向流动, 更容易浸润纤维;
3、无需预浸料,成本低。
VARI成型
在单面模具上,真空条件下,树脂浸渍干态纤维后成型。
优点:
RFI成型与VARI成型共有以下缺点:
文章来源 | 复材殿堂
全文详见原文
 返回列表
返回列表
